Как сделать точечную поддержку моделей в 3D печати
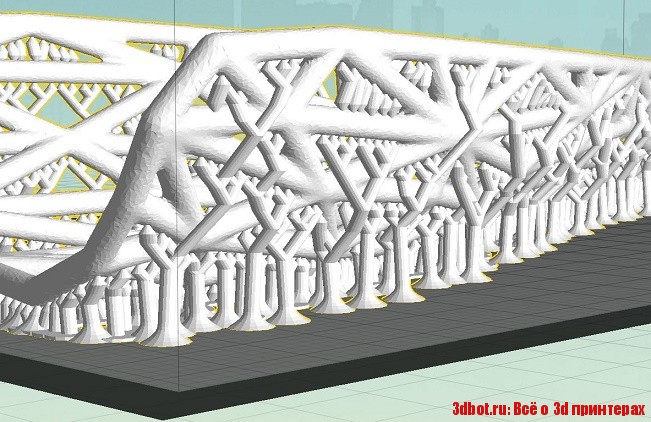
Создание древовидных поддержек
Поддержки создаются графической программой, в случае с MeshMixer в автоматическом режиме.
Для программы по генерации кода к 3D принтеру результат работы MeshMixer будет продолжением самой модели.
Можно создавать вручную или редактировать уже сгенерированные (только что).
Преимущества древовидных поддержек
1. Полный контроль над процессом создания поддержек.
2. Простота очистки модели.
3. Незначительные следы. При удачной настройке вовсе отсутствуют.
4. Экономия пластика в определённых случаях.
5. Не нуждается в подложке «Raft»
Недостатки древовидных поддержек
1. Вероятность поломки поддержки сравнительно высока.
2. Необходимы навыки по созданию поддержек (задания, печатающиеся первый раз, не оставлять без надзора. Так можно с экономить пластик на неудачных результатах).
3. Поддержка горизонтальных плоскостей требует большого количества точек опоры, что может свести на нет экономию на пластике.
Перспективы древовидных поддержек
1. Появляется новая функция в принтерах, позволяющая перескакивать через поддержки, не ломая их.
2. Генератор кода Slic3r делает то же и за счёт порядка движения экструдера в обход уже напечатанному в плоскости печати, не прибегая к движению по высоте.
Области применения
Вопрос не однозначный, и зависит как от модели, так и от материала.
Основные тенденции, которые на данный момент удалось выделить:
1. По материалу: PLA поддержка по совокупности всех остальных факторов покажет более качественный результат, чем в случае с ABS. Благодаря свойствам этого пластика, падение «своей прочности» материала между слоями компенсируется гибкостью. Но если сделать поддержки слишком толстыми, их сломает гарантировано. Также PLA свойственна тягучесть, благодаря чему деталь окутывается тонкой паутиной таких нитей, и ранее потерянная поддержка может вырасти дальше с момента слома, опираясь на эти волокна от соседних поддержек.
2. По высотам поддержек: Чем больше высота, тем больше эффект от древовидной поддержки можно получить. От 6 мм эффект растёт от «ничего» по нарастающей зависимости до «очень много».
После высоты 35 мм генерированные поддержки лучше усилить самостоятельно в самой же программе дополнительными стволами.
3. По уклону от вертикали: Чем меньше угол (т.е. меньше свисания), тем эффект больше. А в случае с горизонтальными (например, потолками) древовидные точечные поддержки уступают «линейно поддерживающим» (стандартным поддержкам), так как строить «мостики» принтер предпочитает между двумя линиями, а не группой точек поддержек.
4. По детализации поверхности: Точечная, она же древовидная поддержка предпочтительна для большого количества деталей (пальцы рук, фреймы, сетки).
5. По пропорциям: Отношение высоты к ширине и плоскости основания. Точечная древовидная поддержка предпочтительна в случаях преобладания высоты.
Хотя большинство замечаний и умозрительны, их следует перебирать в уме, постоянно набираясь опыта печати, и анализировать степень их влияния на результат, имея перед собой наглядно изложенные направления зависимостей и тенденции.
Создание древовидных поддержек
Древовидные поддержки несложно создать в любой графической программе самостоятельно и без генерирования программой. Но программным путём это реализовано в Meshmixer.
Cама эта функция в программе реализована в двух разных режимах: с наличием клавиши «[2] Convert to Solid» или без неё.
С помощью функции Overhands можно сразу наладить «деревца», анализируя модель по всем параметрам совместимости с 3D печатью.
А можно перейти в «Режим расположения модели в рабочем пространстве принтера» и там создавать поддержки.
В обоих случаях, органов регулирования более чем достаточно. Влияние некоторых из них на результат пока не выявлено опытным путём явно и доказательно.
Но некоторые регуляторы позволяют сильно ускорить процессы генерирования поддержек и подготовки к печати.
Первое, что надо уменьшить, это количество сторон до минимума =3, тогда поддержки станут треугольными и эксперименты пойдут быстрее.
Делается это в расширяющемся меню «Advanced Support» Значение «Post side».
Создание — генерация поддержек происходит только после нажатия кнопки [1]. И новые параметры применятся, только после удаления старых и генерирования новых.
Многократные эксперименты могут дать достаточно ясное представление об изменении предложенных параметров.
Подобные опыты упускают из внимания только то, что принтер сам физически не способен напечатать: это острые концы поддержек. Модель будет просто виснуть, а кончики поддержек не будут доставать до целевой поверхности.
В больших деталях есть смысл приподнять целиком модель над столом поддержками, это даст возможность компенсировать температурную усадку за счёт гибкости поддержек. Деталь, остыв, сожмётся и не оторвётся от стола в процессе печати.
Этот эффект явно выражен, в основном в пустотелых и рамных (wireframe) моделях.
Вывод
Данный способ — это простой, но гибкий в настройках инструмент, расширяющий возможности печати, экономии пластика и времени на чистку деталей. С перспективой на развитие. Предоставляет возможность комбинировать.
По материалам Хабрахабр
>>>АРХИТЕКТУРНЫЕ МАКЕТЫ. УЛИЧНЫЕ МАКЕТЫ ЗДАНИЙ<<<




Добавить комментарий
Для отправки комментария вам необходимо авторизоваться.